Supplier Relationship Management (SRM) is at the heart of the manufacturing industry. It’s the system businesses use to manage interactions with third-party suppliers that provide goods and services. Supplier Relationship Management In manufacturing, where production efficiency and timely delivery are critical, nurturing these relationships can make or break the entire supply chain. But what does Supplier Relationship Management really mean in today’s competitive market, and why is Supplier Relationship Management more important than ever before? Let’s explore Supplier Relationship Management.
2. Importance of Supplier Relationship Management in Manufacturing
In the world of manufacturing, suppliers aren’t just providers—they’re partners. A strong Supplier Relationship Management in the Manufacturing Industry strategy ensures you’re maximizing the value of these partnerships. It helps maintain product quality, reduce costs, and foster innovation. Especially in industries where the supply chain is complex, managing these relationships becomes vital to ensuring long-term success and sustainability.
3. Key Components of Supplier Relationship Management
A robust SRM system revolves around several components. These include:
a. Supplier Segmentation: Not all suppliers are the same, and segmenting them based on their importance to your business helps prioritize resources effectively.
b. Performance Monitoring: Regular evaluation of suppliers ensures they meet quality standards and adhere to delivery schedules.
c. Risk Management: Proactively identifying and mitigating risks related to suppliers can prevent disruptions.
d. Continuous Improvement: Always looking for ways to improve supplier relationships for long-term benefits.
4. Benefits of Strong Supplier Relationships
What’s in it for businesses? A well-managed Supplier Relationship Management in the Manufacturing Industry brings numerous advantages, such as:
a. Cost Efficiency: Long-term relationships often result in better pricing and cost reductions.
b. Innovation: Suppliers can contribute innovative solutions to improve your processes and products.
c. Flexibility: Reliable suppliers can adjust to changes in demand more effectively, offering flexibility in your production schedule.
d. Reduced Risk: Strong ties mean better communication and less chance of supply chain disruptions.
5. Challenges Faced in Supplier Relationship Management
Of course, managing Supplier Relationship Management in the Manufacturing Industry isn’t without its hurdles. Some challenges include:
a. Communication Gaps: Miscommunication can lead to delays, mistakes, or even damaged relationships.
b. Cultural Differences: Especially in global markets, varying business cultures can create friction.
c. Quality Issues: Poor product quality from suppliers can reflect badly on your business and hurt the bottom line.
d. Technological Integration: Getting suppliers on board with new systems and technologies isn’t always easy.
6. Role of Technology in Supplier Relationship Management
In today’s digital age, technology plays a pivotal role in Supplier Relationship Management in the Manufacturing Industry. From supplier portals to advanced data analytics, technology helps streamline processes, improve visibility, and ensure better collaboration between manufacturers and their suppliers. Systems like ERP (Enterprise Resource Planning) and SCM (Supply Chain Management) software help create seamless interactions, keeping everything from order tracking to payments in check.
7. Digital Solutions for Supplier Management
Advanced tools like supplier management platforms, e-sourcing tools, and performance management software offer digital solutions for a more effective Supplier Relationship Management in the Manufacturing Industry strategy. These tools can automate tasks such as supplier selection, onboarding, performance monitoring, and compliance tracking. The result? Less manual work and more time focusing on growing the relationship.
8. Supplier Selection Process in Manufacturing
Choosing the right supplier is the foundation of successful Supplier Relationship Management in the Manufacturing Industry. The selection process usually includes:
a. Initial Screening: Identifying suppliers that meet basic criteria, such as location and capability.
b. Performance Evaluation: Checking past performance, certifications, and financial health.
c. Compatibility Testing: Ensuring the supplier’s values and operations align with your company’s objectives.
d. Negotiation: Finalizing the terms that will govern the working relationship.
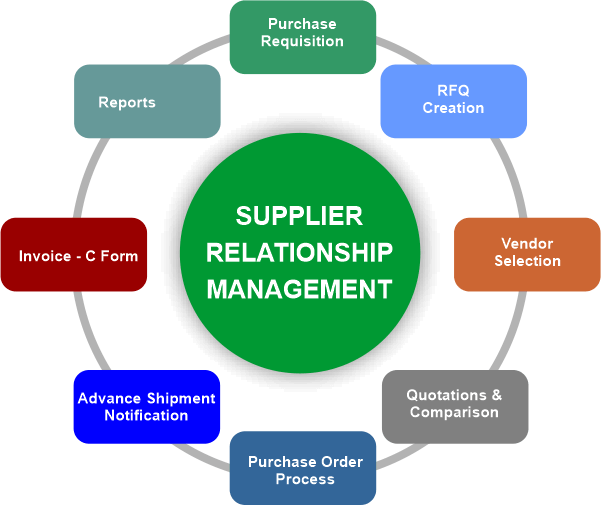
Supplier Relationship Management Image

9. Key Performance Indicators (KPIs) for Supplier Relationship Management
Measuring the success of your supplier relationships comes down to KPIs. Some essential KPIs include:
a. On-Time Delivery: How often suppliers meet delivery deadlines.
b. Quality Score: The quality of products or services received.
c. Cost Savings: How much cost reduction is achieved through supplier partnerships.
d. Compliance Rate: Adherence to contracts, regulations, and ethical standards.
10. Communication Strategies for Effective Supplier Relationship Management
Communication is the bedrock of any good relationship, and Supplier Relationship Management in the Manufacturing Industry is no different. The right communication strategy should focus on:
a. Regular Updates: Consistent and transparent updates keep everyone on the same page.
b. Clear Expectations: Defining clear goals and expectations helps suppliers understand their role in the bigger picture.
c. Feedback Loops: Encouraging suppliers to give feedback on your processes can create a more collaborative relationship.
11. The Role of Trust and Transparency
Trust and transparency go hand in hand in Supplier Relationship Management in the Manufacturing Industry. Establishing trust means being upfront about expectations, limitations, and challenges. Transparency in communication, pricing, and performance evaluations fosters stronger ties between businesses and suppliers, which ultimately leads to smoother operations and mutual success.
12. SRM and Risk Management
Risk management is a core part of Supplier Relationship Management in the Manufacturing Industry. From geopolitical instability to natural disasters, various risks can disrupt the supply chain. Businesses need to have a plan in place to minimize these risks, such as diversifying the supplier base or investing in technology that predicts disruptions.
13. Impact of Microfactories on Supplier Relationships
The rise of microfactory, smaller production facilities that focus on localized manufacturing, has reshaped SRM. These microfactory demand closer collaboration with suppliers, as they often work with niche or specialized materials. Microfactory typically rely on just-in-time production, meaning suppliers must be highly responsive and flexible. This shift requires suppliers to adopt more agile practices and improve communication to meet the unique demands of microfactory operations.
14. Case Study: Successful SRM in a Microfactory
Consider a small-scale microfactory producing electric scooters. The factory works with a specialized battery supplier. Through close collaboration, the microfactory and the supplier were able to develop a custom battery solution that improved performance by 20%. This was made possible by regular communication, transparent sharing of goals, and a commitment to problem-solving together. This case highlights how microfactory and suppliers can create value through strong relationships.
15. Future Trends in Supplier Relationship Management
The future of SRM is heading toward greater automation, AI-driven insights, and enhanced collaboration. Blockchain could also play a role in ensuring transparency across the supply chain. Additionally, the push for sustainable practices means manufacturers will increasingly seek suppliers who share their environmental and social values. Keeping pace with these trends will be crucial for staying competitive in the manufacturing industry.
16. Conclusion
Supplier Relationship Management in the manufacturing industry is no longer just a transactional process—it’s a strategic partnership. As manufacturing evolves with the rise of microfactory and digital innovations, the importance of nurturing these relationships will only grow. By investing in SRM, businesses can unlock new efficiencies, foster innovation, and stay resilient in the face of challenges.
FAQs
Q1. What is Supplier Relationship Management (SRM)?
SRM is a system or strategy businesses use to manage and optimize relationships with third-party suppliers. It’s essential for improving collaboration, reducing risks, and enhancing overall supply chain efficiency.
Q2. Why is SRM important in manufacturing?
Strong SRM ensures product quality, cost efficiency, and innovation, while also helping businesses mitigate risks and navigate supply chain challenges.
Q3. What are microfactory, and how do they impact supplier relationships?
Microfactory are small, localized manufacturing facilities that rely on close collaboration with suppliers to achieve just-in-time production. This requires suppliers to be more flexible and responsive.
Q4. How can technology improve SRM?
Technologies like ERP systems, supplier management platforms, and AI-driven analytics help businesses streamline supplier interactions, monitor performance, and improve communication.
Q5. What role does trust play in SRM?
Trust is critical in SRM as it leads to more open communication, greater collaboration, and reduced risk of supply chain disruptions. When businesses and suppliers trust each other, it strengthens the partnership.
